
Reliable detection of chatter marks.
Making even subtle surface waviness visible. For stable processes and verifiable quality.
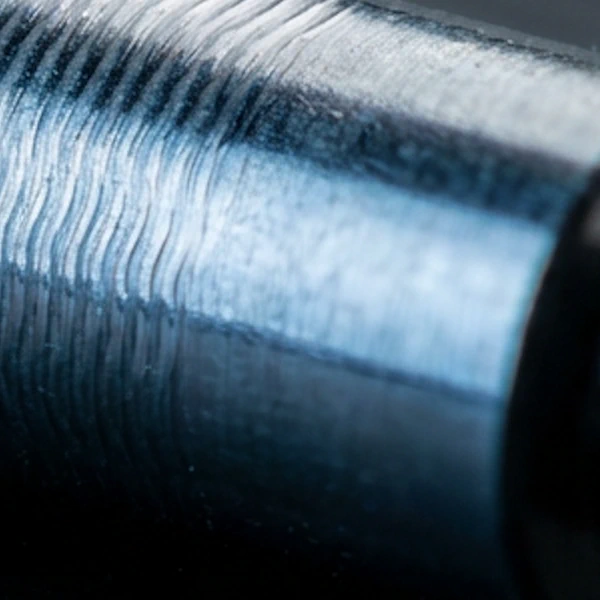
Chatter marks are among the more challenging defects in industrial quality assurance. They occur during machining processes such as turning, milling, or grinding when the tool and the workpiece begin to vibrate uncontrollably. The result is periodic, wave-like surface structures whose depth and severity can vary significantly.
Chatter marks pose a particular challenge on high-gloss surfaces: they are barely visible to the naked eye, yet can significantly impair the functionality and dimensional accuracy of a component. Reliable, automated detection is therefore crucial for process stability.
The trace of vibration: Formation and causes of chatter marks
During the machining of metal components, significant forces act on the tool, the workpiece fixture, and the machine. If these forces are not sufficiently dampened or if the system stiffness is inadequate, the components begin to vibrate. These vibrations are directly transferred to the component surface and leave a characteristic, recurring wave pattern known as chatter marks.
-

Causes
Typical causes for the occurrence of chatter marks include:
- insufficient machine rigidity
- incorrect tool geometry or improper tool selection
- non-optimized cutting parameters
- as well as wear on critical machine components.
-

Defect patterns
Depending on the cause and machining speed, the resulting patterns can vary significantly in depth, wavelength, and direction.
-
Quality
Although chatter marks are a mechanical phenomenon, they have a direct impact on quality assessment: they can affect dimensional accuracy, sealing properties, and the visual appearance of high-quality components and are therefore a key inspection criterion in the automotive industry, precision engineering, and aerospace.
Why conventional image processing often fails to detect chatter marks
-
Reflection
Manual visual inspection and conventional camera systems reach clear limits when it comes to detecting chatter marks on high-gloss surfaces. The reason lies in reflection: smooth, mirror-like metal surfaces reflect light so uniformly that shallow surface waviness generates hardly any contrast. For the human eye and for simple image processing algorithms, these patterns are barely visible.
-
Angle of incidence
In addition, chatter marks may either become clearly visible or disappear completely depending on the angle of incidence of the light. Under these conditions, standardized and reproducible inspection cannot be achieved with manual methods. Random sample inspections do not provide sufficient process reliability and are not economically viable for today’s production volumes in series manufacturing.
Technologies that make even the finest chatter marks visible
Reliable detection of chatter marks requires a coordinated interaction of specialized lighting technology, high-resolution sensor systems, and intelligent image analysis. NELA relies on several complementary methods that are combined depending on the component, surface, and defect characteristics.
Shape-from-Shading (SfS)
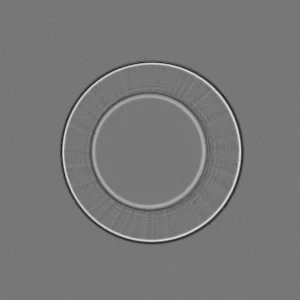
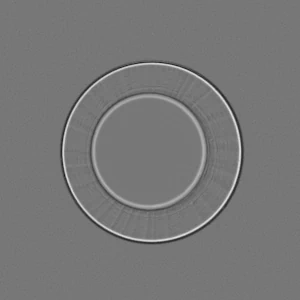
Shape-from-Shading is the core method for three-dimensional topography analysis of high-gloss surfaces. The component is captured from multiple defined lighting directions. The resulting shading gradients are mathematically analyzed to calculate a precise surface height profile. Even the finest waviness, which would not be detectable with conventional image processing, can be made visible in this way. The method delivers objective, reproducible measurement results independent of operator condition or fatigue during manual inspection.
Dark-field illumination
For the detection of chatter marks and related surface defects such as scratches or impact marks, low-angle grazing light is used. The light strikes the component surface at a very shallow angle, thereby enhancing edge reflections and surface depressions. Even the finest damage produces analyzable contrast under these conditions. Targeted dark-field illumination complements this method by specifically highlighting surface structures in the image and improving the defect signal-to-noise ratio.
High-performance LED strobe technology
Inspection in series production requires high speed. To avoid motion blur during image acquisition, NELA uses extremely short, precisely controlled light pulses. This high-performance LED strobe technology enables sharp images even at throughput rates of up to 100,000 parts per hour without compromising inspection quality.
TOPside sensor
The TOPside sensor enables reliable defect evaluation using bright-field illumination and expands the inspection spectrum, particularly for flat end faces and planar surfaces. In combination with the other illumination methods, this results in a complete representation of the component surface.
System solutions for automated chatter mark detection
Depending on the component geometry, batch size, and inspection requirements, different system concepts are available.
-
 More about TAVI
More about TAVIGlass disk system
TAVIThe TAVI glass disk system is suitable for very high inspection requirements while maintaining maximum throughput. The stabilized part movement on the glass disk creates optimal conditions for image acquisition and enables highly precise, reproducible inspection of even the finest surface structures.
-
 More about SKIVI
More about SKIVIGlass slide system SKIVI
The SKIVI glass slide system is the ideal choice for cylindrical and elongated series parts. Continuous inspection with long autonomous operating time makes it particularly economical for large batch sizes.
-
 More about ROVI
More about ROVIIndexed system ROVI
For complex component geometries or particularly demanding inspection areas, the indexed ROVI systems offer the necessary flexibility. The component is precisely positioned and inspected from defined angles, enabling complete inspection coverage even for hard-to-access surface areas.
Automated chatter mark detection as a key to process stability
Automated detection of chatter marks is far more than just a technical upgrade. It is a strategic decision for
- stable production processes,
- verifiable quality, and
- long-term protection against complaints.
Every component is inspected fully, objectively, and reproducibly. Human factors such as operator condition or fatigue are eliminated. Defective parts are reliably rejected before they enter the next process step or reach the customer. All inspection results are automatically documented and are available at any time for quality verification, internal optimization, and audits. At the same time, the adaptive evaluation of NELA systems reduces unnecessary false rejects: good parts remain in the process, resources are conserved, and the economic efficiency of the inspection process is maintained even at high production volumes.
