
Rattermarken sicher erkennen.
Zuverlässige Oberflächenprüfung für hochglänzende Bauteile
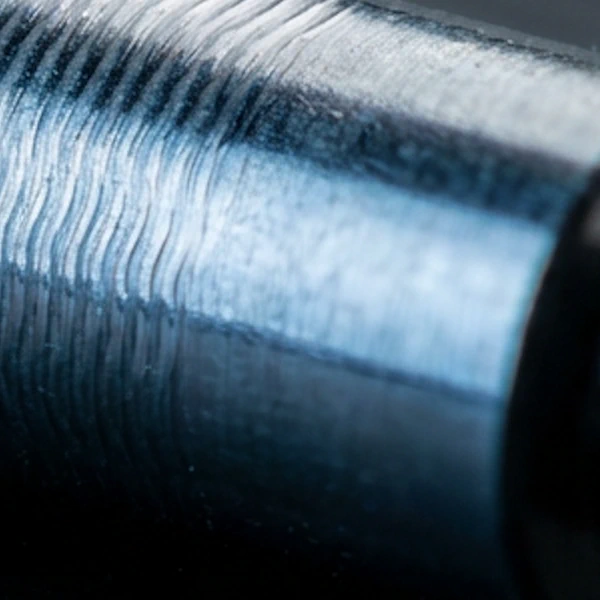
Rattermarken zählen zu den anspruchsvollen Defekten in der industriellen Qualitätssicherung. Sie entstehen während der spanenden Bearbeitung, also beim Drehen, Fräsen oder Schleifen, wenn Werkzeug und Werkstück in unkontrollierte Schwingungen geraten. Das Ergebnis sind periodische, wellenförmige Strukturen auf der Oberfläche, die in ihrer Tiefe und Ausprägung stark variieren können.
Besonders auf Hochglanzoberflächen stellen Rattermarken eine Herausforderung dar: Sie sind für das bloße Auge kaum sichtbar, können jedoch die Funktion und Maßhaltigkeit eines Bauteils erheblich beeinträchtigen. Eine zuverlässige, automatisierte Erkennung ist daher entscheidend für die Prozesssicherheit.
Die Spur der Schwingung: Entstehung und Ursachen von Rattermarken
Bei der spanenden Bearbeitung von Metallbauteilen wirken erhebliche Kräfte auf Werkzeug, Werkstückhalterung und Maschine ein. Sind diese Kräfte nicht vollständig gedämpft oder ist die Steifigkeit des Systems unzureichend, beginnen die Komponenten zu schwingen. Diese Schwingungen übertragen sich direkt auf die Bauteiloberfläche und hinterlassen ein charakteristisches, wiederkehrendes Wellenmuster: die sogenannten Rattermarken.
-

Ursachen
Typische Ursachen für das Auftreten von Rattermarken sind:
- eine unzureichende Maschinensteifigkeit
- eine fehlerhafte Werkzeuggeometrie oder -auswahl
- nicht optimal eingestellte Schnittparameter
- sowie Verschleiß an kritischen Maschinenkomponenten.
-

Fehlermuster
Je nach Ursache und Bearbeitungsgeschwindigkeit können die entstehenden Muster in Tiefe, Wellenabstand und Richtung erheblich voneinander abweichen.
-
Qualität
Obwohl Rattermarken ein mechanisches Phänomen sind, wirken sie sich direkt auf die Qualitätsbewertung aus: Sie können Passgenauigkeit, Dichteigenschaften und das Erscheinungsbild hochwertiger Bauteile beeinflussen und sind daher in der Automobilindustrie, der Feinmechanik und der Luft- und Raumfahrttechnik ein zentrales Prüfkriterium.
Warum klassische Bildverarbeitung Rattermarken oft übersieht
-
Reflexion
Die manuelle Sichtprüfung und konventionelle Kamerasysteme stoßen bei Rattermarken auf Hochglanzoberflächen an klare Grenzen. Der Grund liegt in der Reflexion: Glatte, spiegelnde Metalloberflächen reflektieren Licht so gleichmäßig, dass flache Oberflächenwelligkeiten kaum Kontraste erzeugen. Für das menschliche Auge und für einfache Bildverarbeitungsalgorithmen sind die Muster kaum sichtbar.
-
Lichteinfall
Hinzu kommt, dass Rattermarken je nach Lichteinfall entweder deutlich hervortreten oder vollständig verschwinden. Eine standardisierte, reproduzierbare Prüfung ist unter diesen Bedingungen mit manuellen Methoden nicht realisierbar. Stichprobenkontrollen bieten keine ausreichende Prozesssicherheit und sind bei den heutigen Stückzahlen in der Serienproduktion wirtschaftlich nicht sinnvoll.
Technologien, die selbst feinste Rattermarken sichtbar machen
Die zuverlässige Detektion von Rattermarken erfordert ein abgestimmtes Zusammenspiel aus spezieller Beleuchtungstechnik, hochauflösender Sensorik und intelligenter Bildauswertung. NELA setzt dabei auf mehrere ergänzende Verfahren, die je nach Bauteil, Oberfläche und Fehlerausprägung kombiniert werden.
Shape-from-Shading (SfS)
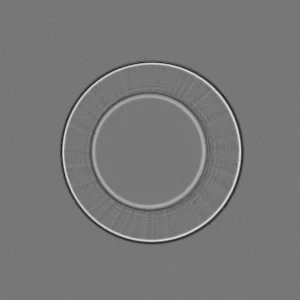
Shape-from-Shading ist das zentrale Verfahren für die dreidimensionale Topologieanalyse hochglänzender Oberflächen. Dabei wird das Bauteil aus mehreren definierten Beleuchtungsrichtungen aufgenommen. Die entstehenden Schattenverläufe werden mathematisch ausgewertet, um ein präzises Höhenprofil der Oberfläche zu berechnen. Selbst feinste Welligkeiten, die mit klassischer Bildverarbeitung nicht erfassbar wären, werden auf diese Weise sichtbar gemacht. Das Verfahren liefert objektive, reproduzierbare Messergebnisse unabhängig von Tagesform oder Ermüdungserscheinungen bei der manuellen Kontrolle.
Dunkelfeldbeleuchtung
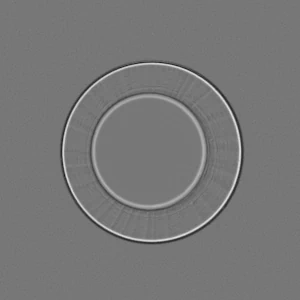
Für die Erkennung von Rattermarken und verwandten Oberflächenfehlern wie Riefen oder Schlagstellen kommt gezielt flaches Streiflicht zum Einsatz. Das Licht trifft in einem sehr flachen Winkel auf die Bauteiloberfläche und verstärkt dadurch Kantenreflexionen sowie Vertiefungen. Selbst feinste Beschädigungen erzeugen unter diesen Bedingungen auswertbare Kontraste. Die gezielte Dunkelfeldbeleuchtung ergänzt dieses Verfahren, indem sie die Oberflächenstrukturen gezielt im Bild hervorhebt und das Nutzsignal des Defekts verbessert.
Hochleistungs-LED-Blitztechnik
Die Prüfung in der Serienproduktion erfordert hohe Geschwindigkeit. Um Bewegungsunschärfen bei der Bildaufnahme zu vermeiden, setzt NELA auf extrem kurze, präzise gesteuerte Lichtimpulse. Diese Hochleistungs-LED-Blitztechnik ermöglicht scharfe Aufnahmen selbst bei Durchsätzen von bis zu 100.000 Teilen pro Stunde ohne Einbußen bei der Prüfqualität.
TOPside-Sensor
Der TOPside-Sensor ermöglicht eine zuverlässige Defektauswertung mit Auflicht und ergänzt das Prüfspektrum insbesondere bei flächigen Stirnseiten und ebenen Oberflächen. In Kombination mit den übrigen Beleuchtungsverfahren entsteht ein lückenloses Bild der Bauteiloberfläche.
Systemlösungen für die automatisierte Rattermarken-Erkennung
Je nach Bauteilgeometrie, Losgröße und Prüfanforderung stehen unterschiedliche Systemkonzepte zur Verfügung.
-
 Mehr zu TAVI
Mehr zu TAVIGlastellersystem
TAVIDas Glastellersystem TAVI eignet sich für sehr hohe Prüfanforderungen bei gleichzeitig maximalem Durchsatz. Die beruhigte Teilebewegung auf dem Glasteller schafft optimale Bedingungen für die Bildaufnahme und ermöglicht eine hochpräzise, reproduzierbare Inspektion auch feinster Oberflächenstrukturen.
-
 Mehr zu SKIVI
Mehr zu SKIVIGlasrutschensystem SKIVI
Für zylindrische und längliche Serienteile ist das Glasrutschensystem SKIVI die geeignete Wahl. Die kontinuierliche Prüfung mit langer Autonomiezeit macht es besonders wirtschaftlich für große Losgrößen.
-
 Mehr zu ROVI
Mehr zu ROVIGetaktete Systeme ROVI
Bei komplexen Bauteilgeometrien oder besonders anspruchsvollen Prüfstellen bieten die getakteten Systeme ROVI die notwendige Flexibilität. Das Bauteil wird gezielt positioniert und aus definierten Winkeln inspiziert, was eine lückenlose Erfassung auch schwer zugänglicher Oberflächenbereiche ermöglicht.
Automatisierte Rattermarken-Erkennung als Schlüssel zur Prozessstabilität
Die automatisierte Erkennung von Rattermarken ist weit mehr als ein technisches Upgrade. Sie ist eine strategische Entscheidung für
- stabile Produktionsprozesse,
- nachweisbare Qualität und
- dauerhaften Schutz vor Reklamationen.
Jedes Bauteil wird vollständig, objektiv und reproduzierbar geprüft. Menschliche Einflussfaktoren wie Tagesform oder Ermüdung entfallen. Fehlerhafte Teile werden zuverlässig ausgeschleust, bevor sie in den weiteren Prozess oder zum Kunden gelangen. Alle Prüfergebnisse werden automatisch dokumentiert und stehen für Qualitätsnachweise, interne Optimierungen sowie Audits jederzeit zur Verfügung. Gleichzeitig reduziert die adaptive Bewertung der NELA-Systeme unnötigen Pseudoausschuss: Gutteile bleiben im Prozess, Ressourcen werden geschont, und die Wirtschaftlichkeit der Prüfung bleibt auch bei hohen Stückzahlen erhalten.
