
Automatisierte Kantenbruch-Prüfung: Wenn jede Kante zur Funktionsfläche wird.
Kanten sehen im Zeichnungssatz unscheinbar aus. In der Realität entscheiden sie über alles: über die Montierbarkeit eines Bauteils, über die Verletzungssicherheit in der Handhabung, über den Kraftverlauf im Betrieb und über das Lebensdauerverhalten unter Last.
Eine Kante, die zu scharf stehen bleibt, verletzt gegebenenfalls und bildet Spannungsspitzen. Eine Kante mit unzulässigem Ausbruch erzeugt Leckagen, Geräusche und vorzeitigen Verschleiß. Die automatisierte Kantenbruch-Prüfung von NELA erfasst und bewertet Kanten in der laufenden Produktion. Jedes Bauteil, zu 100 %, im Takt.
Die Kantenbruchprüfung erfolgt optisch, berührungslos und objektiv – mit einer Auswertung, die den vorgesehenen Kantenbruch (Fase) sauber inspiziert und gleichzeitig echte Kantenausbrüche zuverlässig detektiert. So schaffen Sie eine belastbare Prüfbasis, reduzieren Reklamationen und sichern die Qualität Ihrer Produktion nachhaltig ab.
Kantenbruch, Kantenausbruch, Grat: Warum die Unterscheidung entscheidend ist
In der Fertigungspraxis wird der Begriff „Kantenbruch" in zwei sehr unterschiedlichen Bedeutungen verwendet – und beide müssen in einer sauberen Prüfung voneinander abgegrenzt werden.
-
Kantenbruch als Zeichnungselement
Ein Kantenbruch im konstruktiven Sinne ist eine bewusst gewollte Brechung einer scharfen Kante. Auf der Zeichnung steht oft „Kante gebrochen 0,3 × 45°", „R0,2" oder ein allgemeiner Hinweis nach DIN EN ISO 13715. Ziel ist eine definierte Fase oder Verrundung, die verhindert, dass die Kante beim Transport verletzt, bei der Montage stört oder im Betrieb zum Ausgangspunkt von Spannungsrissen wird. Hier lautet die Prüfaufgabe: Ist die Fase oder Verrundung in der spezifizierten Geometrie vorhanden? Hat sie die geforderte Breite, Tiefe, Winkel? Und ist sie umlaufend gleichmäßig ausgeführt?
-
Kantenausbruch als Fehlerbild
Ein Kantenausbruch ist das Gegenstück: ein unbeabsichtigter, lokal begrenzter Materialverlust an einer Bauteilkante. Ursachen sind vielfältig – Schlagstellen beim Handling, ungünstige Werkzeugkinematik beim Schleifen, sprödes Materialverhalten beim Entgraten, Randzonenausbrüche bei Sinter- und Keramikbauteilen, Ausbrüche an Stanzschnittkanten oder Abplatzer bei gehärteten Werkstoffen. Hier lautet die Prüfaufgabe: Gibt es Ausbrüche? Wie groß sind sie, wo liegen sie, und überschreiten sie die zulässige Toleranz?
-
Grat und Scharfkantigkeit
Dazu kommt der Grat als Gegenteil des Kantenbruchs: überstehendes, nicht abgetrenntes Material, das nach dem Bearbeitungsprozess an der Kante stehen bleibt. Er kann funktionale Probleme verursachen (Dichtungsverletzung, Montagehindernis) und stellt in vielen Anwendungen ein Sicherheitsrisiko dar. Die Prüfung muss also in drei Richtungen gleichzeitig arbeiten: die Sollgeometrie des Kantenbruchs auswerten, unerwünschte Ausbrüche detektieren und Grate zuverlässig erkennen.
Für Techniker: Die Norm DIN EN ISO 13715:2020 (basierend auf ISO 13715:2017) regelt Angaben und Bemaßung von Kanten mit unbestimmter Gestalt in der technischen Produktdokumentation. Sie unterscheidet zwischen Außenkanten, die einen Grat, eine Abtragung oder einen Nullzustand aufweisen können, und Innenkanten, die einen Übergang oder eine Abtragung aufweisen können. Die Zeichnungsangabe erfolgt über ein Kantensymbol mit Vorzeichen: „+“ erlaubt Materialüberschuss (Grat an Außenkanten bzw. Übergang an Innenkanten), „–“ erlaubt einen Materialabtrag. Als Zahlenwerte nennt die Norm typische Stufen zwischen ±0,02 mm und ±2,5 mm, je nach Funktion und Bauteil. Für nicht bemaßte Kanten wird gemäß den technischen Lieferbedingungen des Verbands der Deutschen Drehteile-Industrie häufig der Sammelansatz „Außenkante −0,2 mm / Innenkante +0,4 mm“ verwendet. Ohne eindeutige Zeichnungsangabe gilt häufig die Sammelnotiz „Kanten gebrochen, scharfkantig nicht zulässig" – ein in der Praxis interpretationsbedürftiger Hinweis, den eine automatisierte Prüfung in messbare Grenzwerte überführen muss.
Warum Kanten so kritisch sind
Kanten sind die Schnittstelle zwischen Fläche und Fläche, zwischen Bauteil und Umgebung, zwischen Funktion und Funktionsausfall. An einer Kante konzentrieren sich mechanische Spannungen, dort beginnen Risse, dort verhaken sich Dichtungen, dort sammeln sich Rückstände aus Reinigung und Handling. Jede Abweichung vom Sollzustand wirkt sich deshalb überproportional stark auf die Funktion des gesamten Bauteils aus.
Ein scharfkantiger Lagerring kann eine Dichtlippe schon beim Montieren beschädigen. Ein unzureichend gebrochener Zahnfuß an einem Zahnrad erzeugt Kerbwirkung. Ein Ausbruch an der Gewindeflanke eines Verbindungselements führt zu ungleichmäßiger Lastverteilung und möglichem Überdrehen beim Anzugsmoment. Ein Kantenausbruch an einer gesinterten Wendeschneidplatte lässt das Werkzeug bei der nächsten Zerspanung brechen. In allen Fällen ist der Fehler mikrometerklein und seine Folge teuer.
Für Hersteller heißt das: Wer Kantenqualität nicht belastbar prüft, riskiert Montagefehler, Reklamationen und Sicherheitsvorfälle. Gerade in sicherheitsrelevanten Bauteilen (Automobilzulieferung, Medizintechnik, Hydraulik) ist die Kantenkontrolle längst nicht mehr optional, sondern fester Bestandteil jedes Freigabeprozesses.
Die klassischen Verfahren zur Kantenbruch-Prüfung und ihre Grenzen
Sichtprüfung, Messprojektor, Kantentaster, Profilometer: bewährt, aber selten serientauglich.
Zur Prüfung von Kantenbruch und Kantenausbrüchen haben sich mehrere Verfahren etabliert.
Das gemeinsame Problem: Alle klassischen Verfahren sind für Stichprobenprüfung, manuelle Bewertung oder Labormesstechnik ausgelegt. Für eine 100-%-Inspektion von Kantengeometrie und Kantenqualität im Produktionstakt – gleichzeitig, an allen Kanten eines Bauteils, ohne zusätzlichen Handhabungsschritt – sind sie entweder zu langsam, zu punktuell oder zu eindimensional.
Manuelle Sichtprüfung mit Lupe
Der Prüfer nimmt das Bauteil unter eine Leuchtlupe oder ein Stereomikroskop, dreht es unter verschiedenen Beleuchtungswinkeln und beurteilt, ob Ausbrüche, Grate oder unzureichende Kantenbrüche vorliegen. Schnell, flexibel, ohne Programmieraufwand.
Nachteile in der Serienproduktion:
- Subjektiv: zwei Prüfer, zwei Urteile, unterschiedliche Tagesform
- Keine messbaren Werte, nur Bewertungen wie „i. O." oder „n. i. O."
- Kaum eindeutig nachvollziehbare Dokumentation, keine Rückverfolgbarkeit einzelner Teile
- Bei Losgrößen > 1.000 Teile pro Schicht nicht mehr wirtschaftlich darstellbar
- Kleine Kantenbrüche < 0,1 mm sind selbst mit Lupe nicht mehr zuverlässig zu erfassen
Messprojektor und Kantentaster an der Koordinaten-Messmaschine
Ein Messprojektor bildet die Kante stark vergrößert auf einem Bildschirm ab, die Kantenmaße werden manuell oder halbautomatisch vermessen. An der Koordinatenmessmaschine erfasst ein taktiler oder optischer Kantentaster die Geometrie an einzelnen Punkten. Die Ergebnisse gelten als Referenz.
Grenzen der Methode:
- Langsam: Messung pro Kante dauert Sekunden bis Minuten
- Punktweise Erfassung, Ausbrüche zwischen Messpunkten bleiben unentdeckt A
- ufwendige Programmierung und Rüstung für jede Bauteilvariante
- Nur Stichprobenprüfung wirtschaftlich, keine 100-%-Abdeckung
- Messraumbedingungen nötig: Temperatur, Vibration, Sauberkeit
Schon gewusst? Bei taktilen Kantentastern führt der Tastkugeldurchmesser zu einem systematischen Abrundungseffekt: Eine 2-mm-Tastkugel kann eine Kante mit Radius < 1 mm prinzipbedingt nicht exakt abfahren. Das Ergebnis sind scheinbar „rundere" Kanten als in Wirklichkeit. Das ist der Grund, warum optische und taktile Kantenmessungen bei demselben Bauteil unterschiedliche Werte liefern.
Konturmessgerät- und Profilometer
Ein hochpräzises Tastsystem fährt ein definiertes Profil über die Kante und liefert ein exaktes 2D-Konturprofil. Aus diesem werden Kantenbruchbreite, -tiefe und Winkel berechnet. Für normgerechte Kantenvermessung im Labor unverzichtbar.
Grenzen der Methode:
- Taktil: empfindliche oder beschichtete Oberflächen können verkratzen
- Nur eine Messspur je Messung, Umfangsprüfung erfordert viele Einzelmessungen
- Bauteil muss exakt ausgerichtet und stabil gespannt werden
- Für Inline-Prüfung im Sekundentakt zu langsam
- Kein Flächenbild, keine Information über Ausbrüche neben der Messspur
Klassische 2D-Bildverarbeitung
Einfache Kamerasysteme können Kantenverläufe als Silhouette abbilden und mit einer Sollgeometrie vergleichen. Das funktioniert für Kantenprüfungen im Durchlicht, zum Beispiel bei Stanzteilen gegen einen Hellfeld-Hintergrund, solide.
Grenzen der Methode:
- Nur Silhouette erfassbar, keine Aussage über Kantenbruchtiefe oder Fase
- Spiegelnde Metallkanten erzeugen schwer interpretierbare Reflexionen
- Ausbrüche „in der Tiefe" (nicht in der Projektionsrichtung) werden nicht erkannt
- Keine 3D-Information, damit keine belastbare Geometrievermessung der Fase
- Farbmerkmale werden oft mit Fehlern verwechselt, hoher Pseudoausschuss
Unser Ansatz: optische Kantenbruchprüfung
Jede Kante messen. Jeden Ausbruch finden.
Die automatisierte Kantenbruch-Prüfung von NELA verbindet zwei Aufgaben in einer einzigen optischen Inspektion: Sie misst den spezifizierten Kantenbruch, also Fase oder Verrundung nach Zeichnung, und detektiert gleichzeitig ungewollte Kantenausbrüche, Grate und Beschädigungen entlang derselben Kante.
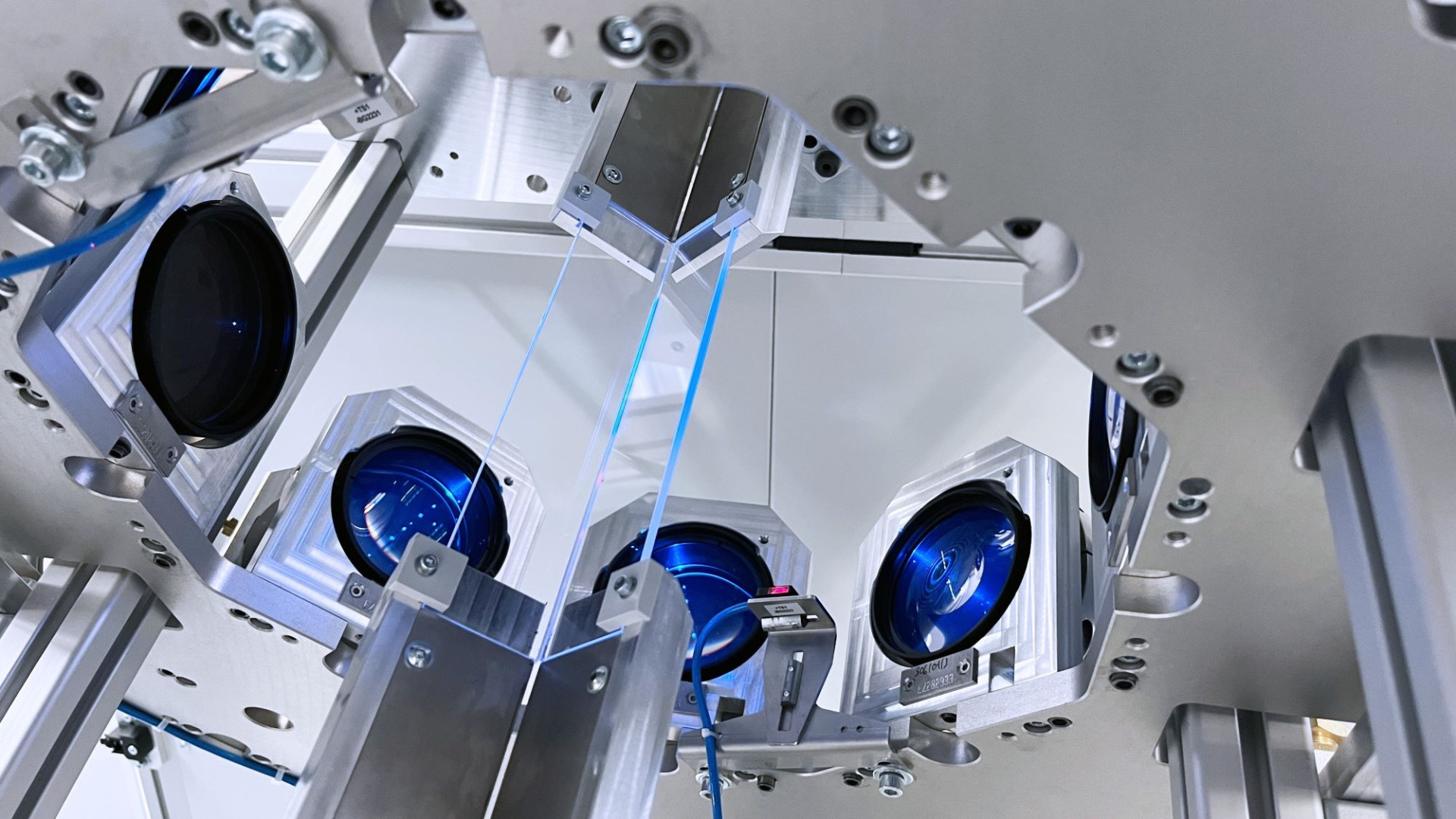
Möglich wird das durch das Zusammenspiel mehrerer Technologien: eine telezentrische Bildaufnahme für die präzise Vermessung der Kantenkontur, Shape-from-Shading, Dunkelfeldbeleuchtung für die Detektion kleinster Ausbrüche und spezielle Innen- und Außensensoren für schwer zugängliche Kanten in Bohrungen, Nuten und Gewinden. Beleuchtung, Sensorik und Auswertesoftware arbeiten dabei als abgestimmtes System zusammen.
Das Ergebnis ist eine umlaufende, lückenlose Kantenprüfung, die den Kantenbruch messen und gleichzeitig bewerten kann, ob die Kante frei von Ausbrüchen, Graten und Abplatzern ist. Jedes Teil wird mit denselben Kriterien bewertet. Schicht für Schicht, Charge für Charge, vollständig dokumentiert.
Die Physik hinter der Kantenprüfung: Wie Licht Geometrie verrät
Eine perfekte Kante reflektiert Licht in einem klar definierten Winkel. Eine gebrochene Kante erzeugt zwei Reflexionsbereiche, die unter einem Zwischenwinkel liegen. Eine scharfe Kante erzeugt eine schmale, intensive Reflexionslinie. Und ein Ausbruch erzeugt Streulicht in alle Richtungen: unregelmäßig, chaotisch, deutlich abweichend vom Soll. Die Kunst liegt darin, für jede dieser Fragestellungen genau die Beleuchtung einzusetzen, die den Kontrast maximiert.
Telezentrische Optik: Kanten ohne Perspektivfehler vermessen
Telezentrische Objektive sehen alle Punkte im Messbereich mit parallelen Sehstrahlen. Das bedeutet: Eine Kante wird unabhängig davon, ob sie näher oder weiter von der Kamera entfernt liegt, immer mit derselben Abbildungsgröße dargestellt. Für die Vermessung von Fasen, Verrundungen und Kantenabständen ist das entscheidend. Klassische Objektive würden die Kante je nach Positionierung unterschiedlich groß abbilden und damit die Messung verfälschen. In Kombination mit hochauflösenden Kamerasensoren und Durchlichtbeleuchtung lassen sich Kantenmaße so mit einer Wiederholgenauigkeit ab ± 1 µm bestimmen.
Shape-from-Shading: Die dritte Dimension der Kante
Eine reine Silhouette verrät, wo die Kante verläuft, nicht aber, wie sie sich nach innen fortsetzt. Shape-from-Shading schließt diese Lücke. In der hier eingesetzten Mehrbildvariante wird das Verfahren fachlich auch als photometrisches Stereo (Photometric Stereo) bezeichnet: Das Prüfobjekt wird nacheinander aus mehreren präzise definierten Richtungen beleuchtet, aus jeder Beleuchtungssituation entsteht ein Bild. Ein Algorithmus nutzt die variierenden Schattenverläufe, um pro Pixel die Oberflächennormalen der Fläche zu bestimmen und daraus ein feines dreidimensionales Höhenrelief der Kante abzuleiten.

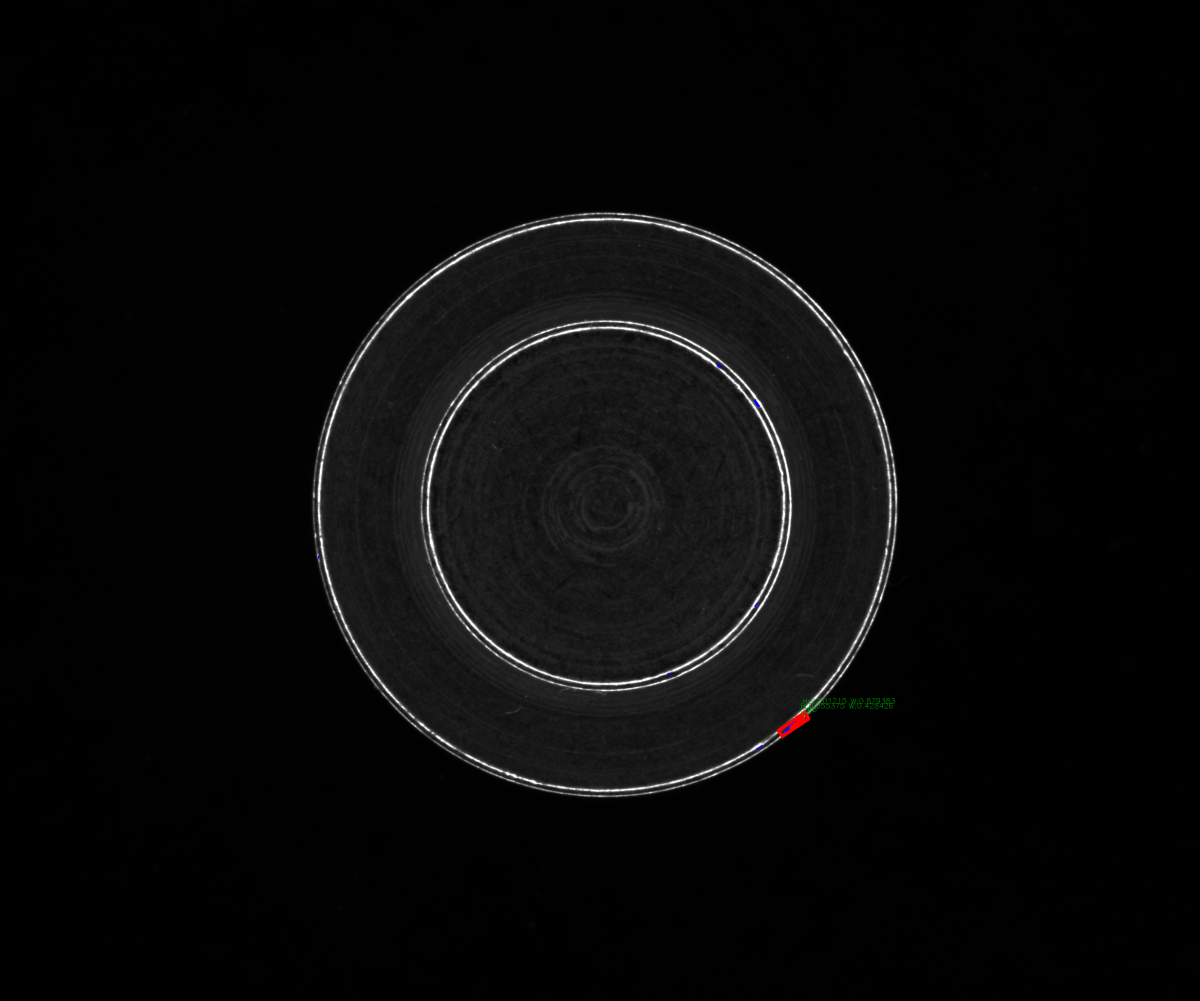
Dunkelfeldbeleuchtung: Ausbrüche im hellen Kontrast
Für die Defektseite der Kantenprüfung ist Dunkelfeld die Schlüsseltechnologie. Flach streifendes Licht wird von einer intakten Fläche an der Kamera vorbei reflektiert: Das Bild bleibt dunkel. Sobald jedoch ein Ausbruch, ein Ausbröckler oder eine Beschädigung im Lichtweg steht, wird Licht in Richtung Kamera gestreut. Der Fehler erscheint hell auf schwarzem Grund, mit hohem Kontrast, selbst bei Dimensionen im Mikrometerbereich.
Damit werden gerade die typischen Erscheinungsbilder von Kantenausbrüchen sicher detektierbar: angebröckelte Kanten an Sinterteilen, Abplatzer an gehärteten Laufbahnen, Randausbrüche an Stanzschnittkanten, Schlagstellen aus dem Handling und kleine Unregelmäßigkeiten an Gewindeflanken.
Dombeleuchtung: Begleiterscheinungen erkennen
Kantenausbrüche treten selten isoliert auf. Oft sind sie von Verfärbungen, Mikrorissen oder Aufwürfen aus der Bearbeitung begleitet. Dombeleuchtung liefert diffuses Licht aus vielen Richtungen, eliminiert gerichtete Reflexionen und macht materialbedingte Oberflächenveränderungen rund um die Kante sichtbar. Das erweitert die Diagnose: Nicht nur der Ausbruch selbst, sondern auch sein Entstehungskontext kann dokumentiert werden – wertvolle Information für die Ursachenanalyse und die Prozessoptimierung.
Spezialisierte Sensoren für Innen- und Außenkanten
Nicht jede Kante liegt offen zugänglich. Gerade in der Praxis entscheiden häufig Innenkanten über die Bauteilqualität: die obere Bohrungskante, die Flanke eines Innengewindes, der Übergang einer Sackloch-Senkung, die Innenfase einer Durchgangsbohrung. NELA setzt für diese Fälle gezielt spezialisierte Sensoren ein – zum Beispiel die INside-Sensoren für Bohrungen und Innenkonturen, die OUTside-Sensoren für Mantel- und Außenkanten sowie die TOPside- und BOTTOMside-Sensoren für Stirnseitenkanten. Damit wird die Kantenprüfung umlaufend: jede Kante eines Bauteils, von allen Seiten, in einem Durchlauf.
Wenn die Optik an Grenzen stößt: Hybride Prüfkonzepte
Optik dort, wo sie stark ist. Taktile Referenz dort, wo Normen es verlangen. Die optische Kantenprüfung liefert flächige Daten in hoher Auflösung und Geschwindigkeit. In einzelnen Anwendungen fordern Normen oder Kundenprüfpläne jedoch taktil ermittelte Referenzmaße. Etwa für die dokumentierte Freigabe einer gefertigten Fase an sicherheitskritischen Bauteilen. Für solche Fälle kombiniert NELA die optische Prüfung mit ergänzender taktiler Messtechnik innerhalb derselben Anlage.
Der Vorteil der Integration: Das Bauteil durchläuft im selben Takt beide Verfahren. Die optische Inspektion prüft jede einzelne Kante flächig und erkennt auch Ausbrüche zwischen den taktilen Messpunkten. Die ergänzende taktile Messung liefert den normativ geforderten Referenzwert an definierten Stellen. Beide Ergebnisse fließen in der NELA VisionCheck Software zusammen und werden gemeinsam für die Gut/Schlecht-Entscheidung ausgewertet.
Schon gewusst? Für eine belastbare Korrelation zwischen optisch und taktil ermittelten Kantenbruchmaßen ist die Abstimmung der Auswerteparameter entscheidend: Wo beginnt die Fase, wo endet sie, und welches Referenzsystem liegt der Messung zugrunde? NELA übernimmt diese Abstimmung gemeinsam mit dem Kunden auf Basis von Referenzteilen mit bekanntem Messwert. Das Ergebnis ist eine optische Prüfung, deren Werte mit der Laborreferenz übereinstimmen.
Kantenbruch messen mit NELA
Bis zu 100.000 Teile pro Stunde. Messgenauigkeit ab ± 1 µm.
NELA-Systeme sind für die Serienproduktion gebaut. Auf Glastellersystemen wie TAVI.01, TAVI.01-XL und dem Doppelteller-System TAVI.02 werden Stirnseitenkanten, Mantelkanten und Innenkanten in einem Durchlauf geprüft. Vollautomatisch, inline, im Takt. Für zylindrische und längliche Serienteile stehen Glasrutschensysteme wie SKIVI zur Verfügung, für komplexe Bauteilgeometrien oder besonders anspruchsvolle Prüfstellen die getakteten ROVI-Systeme mit gezielter Positionierung und Mehrfachblickwinkel.
Die Kantenprüfung nutzt das gesamte NELA-Sensorportfolio: DIMension bzw. HEIGHT für die Durchlicht-Silhouette und Kantenvermessung, TOPside und BOTTOMside für Stirnseitenkanten einschließlich Innenfasen und Außenfasen, OUTside für Mantel- und Außenkanten und INside für Bohrungen und Innengewinde. Die Beleuchtung ist in mehreren Ebenen parametrisierbar und lässt sich auf das jeweilige Material und die Kantengeometrie abstimmen.
Typische erkannte Fehler bei der Kantenprüfung
- Kantenausbrüche an Sinterteilen, gesinterten Magneten und Keramikbauteilen
- Abplatzer an gehärteten Laufbahnen und Wälzlagerkomponenten
- Stanzausbrüche und Kantenabrisse an Feinschneid- und Umformteilen
- Grat und überstehendes Material nach Zerspanung, Stanzung oder Umformung
- Scharfkantigkeit bei nicht oder unzureichend gebrochenen Zeichnungskanten
- Ungleichmäßiger Kantenbruch entlang des Umfangs
- Schlagstellen und Beschädigungen aus Transport oder Handling
Typische Anwendungen:
- Sinterbauteile (Nocken, Zahnräder, Buchsen, Flansche, Wendeschneidplatten)
- Präzisions- und Mikropräzisionsdrehteile mit engen Kantentoleranzen
- Verbindungselemente (Schrauben, Bolzen, Muttern, Nieten) inklusive Gewindeflanken
- Stanz- und Feinschneidteile mit definierter Schnittgeometrie
- Wälzlagerringe und gehärtete Laufbahnen mit Innen- und Außenfasen
- Medizintechnik-Komponenten mit hohen Verletzungssicherheits-Anforderungen
Die prüfbaren Teilegrößen reichen von 1 mm bis ca. 120 mm Außendurchmesser, die Wiederholgenauigkeit liegt ab ± 1 µm – ausreichend, um Kantenbrüche von wenigen Zehntelmillimetern belastbar zu messen und auch enge Kundentoleranzen zuverlässig zu belegen. Für empfindliche Bauteile wie Sinter- oder Keramikteile kommen besonders schonende Handhabungskonzepte zum Einsatz, damit die Kante, die gerade gemessen wird, nicht während der Prüfung selbst beschädigt wird.
Typische gemessene Kantenbruchmaße:
- Fasenbreite und Fasenwinkel (z. B. 0,3 × 45°)
- Kantenradius bei verrundeten Kanten
- Tiefe und Breite des Kantenbruchs am Übergang zur Fläche
- Gleichmäßigkeit des Kantenbruchs entlang des gesamten Umfangs
- Position und Größe einzelner Ausbrüche relativ zur Nennkontur

Die Software dahinter: NELA VisionCheck
Jedes Prüfergebnis wird automatisch protokolliert: mit Kantenprofil, berechneten Messwerten, Fehlerbild, Zeitstempel und Maschinen-ID. VisionCheck erlaubt den Aufbau individueller Prüfprogramme und reduziert Pseudoausschuss durch adaptive Oberflächenalgorithmen. So entsteht eine lückenlose Dokumentation jeder einzelnen Kante.
Auf Wunsch wird NELA VisionCheck durch ein leistungsstarkes KI-Modul ergänzt, welches Ihre Prüfung noch effizienter und flexibler macht.
