
Automatisierte Lunkererkennung: Hohlräume finden, bevor sie zum Problem werden.
Ein Hohlraum in der Ventilwand, eine Schrumpfungspore im tragenden Sinterbauteil, ein Gaseinschluss in der Bremsaufnahme: Was unscheinbar beginnt, kann unter Last zum Ausfall führen. Oft erst Wochen oder Monate nach der Auslieferung. Dann, wenn eine Rückverfolgung längst schwierig geworden ist.
Die automatisierte Lunkererkennung von NELA macht diese Fehlstellen in der laufenden Produktion sichtbar. Jedes Bauteil, zu 100 %, im Takt. Die Prüfung erfolgt optisch, berührungslos und objektiv mit einer Auswertung, die zuverlässig zwischen echten Lunkern und materialtypischem Porengefüge unterscheidet.
So schaffen Sie eine belastbare Prüfbasis, reduzieren Ausschussquoten und sichern die Qualität Ihrer Produktion nachhaltig ab.
Warum Lunker so kritisch sind
Lunker entstehen dort, wo Material beim Übergang vom flüssigen oder gasreichen Zustand in den festen Zustand nicht mehr vollständig aufgefüllt wird. In Gussprozessen bilden sich Schrumpfungslunker, wenn erstarrendes Metall schneller kontrahiert, als flüssiges Material nachfließen kann. In Sinterprozessen bleibt Restporosität zurück, weil sich die Pulverpartikel nicht vollständig verdichten lassen. In Druckguss- und Schweißprozessen schließen Gase ein, die beim Erstarren nicht mehr entweichen können.
Das Tückische: Viele Lunker liegen knapp unter der Oberfläche oder öffnen sich erst nach der spanenden Nachbearbeitung. Ein Bauteil kann roh einwandfrei aussehen und nach dem Drehen, Schleifen oder Plandrehen plötzlich sichtbare Hohlräume an der Funktionsfläche zeigen. Für Dichtflächen, Lagersitze oder Schraubverbindungen reicht schon ein Lunker von wenigen Zehntelmillimetern Durchmesser, um die Funktion des Bauteils zu gefährden.
Für Hersteller bedeutet das: Wer lunkerhaltige Teile ausliefert, riskiert Montagefehler, Undichtigkeiten, vorzeitige Ermüdungsbrüche und im schlimmsten Fall Produkthaftungsfälle. Besonders in sicherheitsrelevanten Bauteilen (Automobilzulieferung, Medizintechnik, Hydraulik) ist eine 100-%-Prüfung längst nicht mehr optional, sondern Voraussetzung für die Serienfreigabe.



Für Techniker:
Lunker ist nicht gleich Lunker. Man unterscheidet in der Praxis mindestens drei Grundformen nach Entstehungsmechanismus: Makrolunker (zusammenhängende Hohlräume durch Erstarrungsschrumpfung), Mikrolunker (feinverteilte Schwindungsporosität im Gefüge) und Gaslunker (runde, glatte Hohlräume durch eingeschlossene Gase). Hinsichtlich der Lage unterscheidet man zusätzlich zwischen Innenlunkern (geschlossen im Bauteilinneren), Außen- oder Oberflächenlunkern (zur Gussoberfläche offen) und angeschnittenen Lunkern, die erst durch die spanende Bearbeitung an einer Funktionsfläche freigelegt werden. Jede Form hat ein eigenes optisches Erscheinungsbild: Gaslunker wirken regelmäßig-rundlich mit glatten Wänden, Schrumpfungslunker unregelmäßig-verzweigt mit rauen, oft dendritischen Wänden, Mikroporositäten wie eine feine, dunkle Textur. Die Auswertestrategie muss darauf abgestimmt sein, sonst werden harmlose Porositäten fälschlich als Fehler klassifiziert.
Die klassischen Verfahren zur Lunkererkennung und ihre Grenzen
Röntgen, CT, Ultraschall, Dichtheitsprüfung: Bewährt, aber selten serientauglich.
Zur Detektion von Lunkern haben sich mehrere zerstörungsfreie Prüfverfahren etabliert. Jedes hat seine Stärken und seine Grenzen, sobald es in den Takt einer Serienfertigung muss.
Das gemeinsame Problem: Alle vier Verfahren sind für Stichprobenprüfung, Labor oder gezielte Sekundärprüfung ausgelegt. Für eine 100-%-Inspektion im Produktionstakt mit 50.000 bis 100.000 Teilen pro Schicht sind sie entweder zu langsam, zu aufwendig oder liefern nicht die Information, die in der Serie wirklich gebraucht wird: Wo sitzt der Lunker, wie groß ist er und ist er überhaupt relevant für die Funktion?
Röntgenprüfung (Radiographie)
Das klassische Verfahren der zerstörungsfreien Innenraumprüfung. Energiereiche Röntgenstrahlung durchdringt das Bauteil und wird an Lunkern, Poren oder Einschlüssen unterschiedlich stark abgeschwächt. Ein Flächendetektor erfasst das Durchstrahlungsbild, Lunker erscheinen als dunkle Stellen. Das Verfahren gilt bei Aluminiumguss, Stahlguss und Schweißnähten als Referenz.
Nachteile in der Serienproduktion:
- Strahlenschutz erforderlich: abgeschirmte Prüfkabine, geschultes Personal, behördliche Auflagen
- Lange Belichtungs- und Auswertezeiten, oft im Sekunden- bis Minutenbereich pro Teil
- Zweidimensionale Abbildung eines dreidimensionalen Bauteils. Lunker können sich hinter tragender Struktur verstecken.
- Hohe Investitions- und Betriebskosten
- Bei unklaren Befunden ist eine subjektive Bewertung durch Prüfpersonal erforderlich.
Schon gewusst? Die Nachweisempfindlichkeit einer Röntgenaufnahme liegt typischerweise bei 1–2 % der durchstrahlten Wandstärke. Bei einem 20 mm starken Gussteil werden Lunker unter ca. 0,2 mm damit nicht mehr sicher erkannt. Für feinere Strukturen braucht es entweder Mikrofokus-Röntgen oder eine Computertomographie und damit noch deutlich längere Prüfzeiten.
Computertomographie (CT)
Die Weiterentwicklung der Radiographie. Das Bauteil rotiert im Strahlengang, aus hunderten Einzelaufnahmen wird ein dreidimensionales Volumenbild rekonstruiert. Lunker, Poren und Einschlüsse lassen sich nach Größe, Position und Volumen exakt vermessen – ein unschätzbarer Vorteil in der Konstruktionsabsicherung und Erstmusterprüfung.
Grenzen der Methode:
- Sehr lange Prüfzeiten, je nach Auflösung mehrere Minuten bis über eine Stunde pro Teil
- Hohe Anschaffungskosten, meist nur im Prüflabor wirtschaftlich darstellbar.
- Beschränkter Bauteilbereich pro Aufnahme, große Teile müssen abschnittsweise gescannt werden
- Als Serienwerkzeug für 100-%-Prüfung in einer Fertigungslinie wirtschaftlich schwierig abbildbar.
Ultraschallprüfung
Ein Prüfkopf sendet hochfrequente Schallwellen in das Bauteil. Treffen sie auf Grenzflächen wie Lunker oder Risse, werden sie reflektiert. Aus dem Laufzeitversatz lassen sich Lage und Größe interner Fehlstellen berechnen. In der Prüfung von Schmiedeteilen, Walzprodukten und Schweißnähten weit verbreitet.
Grenzen der Methode:
- Koppelmittel (Wasser, Gel, Öl) zwischen Prüfkopf und Bauteil erforderlich
- Empfindlich gegenüber Oberflächenrauheit, Geometrie und Materialgefüge
- Bei komplexen Geometrien schwer zu automatisieren, oft nur punktuelle Messung
- Sehr kleine, nahe der Oberfläche liegende Lunker werden vom Eintrittsimpuls überdeckt
- Gewünschte Taktzeiten oft nicht erreichbar
Dichtheitsprüfung
Ein indirektes Verfahren: Das Bauteil wird unter Druck gesetzt (mit Luft, Helium oder einem Prüffluid) und auf Leckagen untersucht. Offene, durchgängige Lunker werden so zuverlässig detektiert, und das Verfahren ist für Dichtheitsnachweise an Gussgehäusen, Ventilen oder Hydraulikbauteilen oft unverzichtbar.
Grenzen der Methode:
- Nur durchgehende Lunker werden erkannt, geschlossene Hohlräume bleiben unsichtbar
- Keine Aussage zu Lage, Form oder Größe des Fehlers, nur „dicht/undicht"
- Bauteilspezifische Abdichtung und Vorrichtungen nötig
- Zusätzlicher Prozessschritt mit separater Taktzeit
- Keine Dokumentation des Fehlerbildes selbst
Unser Ansatz: Optische Lunkererkennung
Vom Bearbeiten der Oberfläche bis zum dokumentierten Prüfergebnis: Die optische Lunkererkennung von NELA macht kritische Materialfehler dort sichtbar, wo sie für die Bauteilqualität entscheidend sind, und überführt sie in einen automatisierten, nachvollziehbaren Prüfprozess.
-

Bearbeitete Funktionsflächen prüfen
Die optische Lunkererkennung setzt an den bearbeiteten Funktionsflächen an. Durch Drehen, Schleifen oder Plandrehen können Hohlräume an der Oberfläche sichtbar werden. Genau diese sichtbaren Lunker verändern das Reflexionsverhalten der Oberfläche und werden von Kamera und Auswertesoftware sicher erkannt.
-

Oberflächen automatisch erfassen und bewerten
Beleuchtung, Sensorik und Auswertealgorithmus arbeiten als abgestimmtes System zusammen. Stirn-, Mantel- und Innenflächen werden in kürzester Zeit vollständig erfasst und automatisch ausgewertet. Die Kontrolle erfolgt berührungslos, ohne Koppelmittel, ohne Strahlenschutz und ohne zusätzliche Prozessschritte.
-

Befunde dokumentieren und Qualität absichern
Jeder sichtbare Lunker mit Verbindung zur Oberfläche wird erkannt, klassifiziert und mit Bild, Zeitstempel sowie Maschinen-ID protokolliert. So entstehen reproduzierbare Prüfergebnisse und eine belastbare Grundlage für Qualitätssicherung, Audits, Reklamationen und Nachweispflichten.
Die Physik hinter der Lunkerprüfung: Licht, Schatten und Topografie
Ein Lunker ist optisch gesehen eine lokale Störung des Reflexionsverhaltens. An einer glatten Oberfläche wird Licht vorhersagbar reflektiert. Sobald eine Vertiefung im Weg steht (und genau das ist ein angeschnittener Lunker) verändert sich das Muster aus Reflexion und Streuung. Die Kunst liegt darin, diese Veränderung so deutlich sichtbar zu machen, dass sie zuverlässig und reproduzierbar detektiert werden kann.
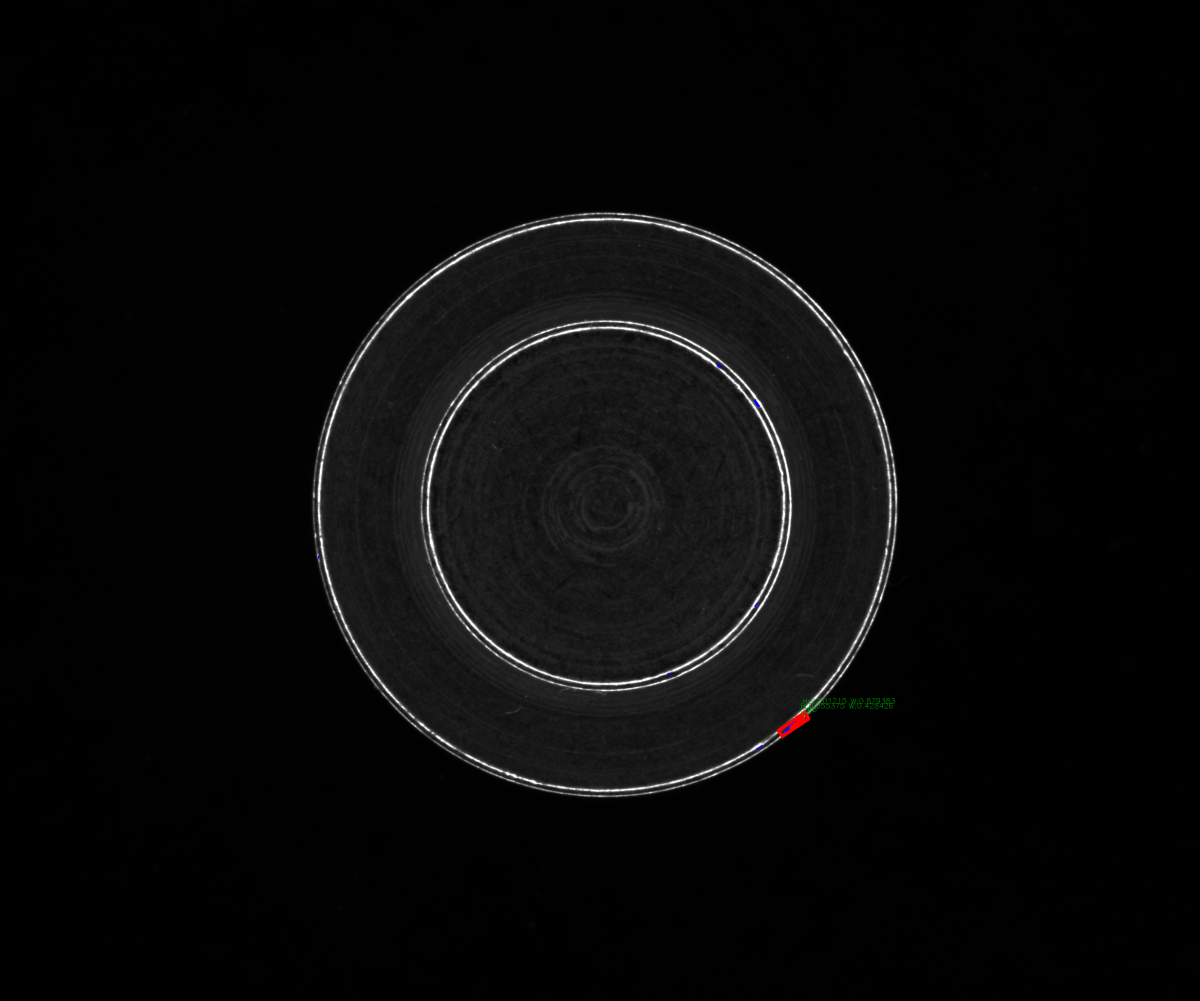
Dunkelfeldbeleuchtung: Lunker im hellen Kontrast
Bei der Dunkelfeldbeleuchtung trifft Licht extrem flach, also streifend, auf die Prüffläche. Nach dem Prinzip Einfallswinkel = Ausfallswinkel wird das Licht von einer glatten Fläche überwiegend gerichtet an der Kamera vorbei reflektiert. Das Bild bleibt dunkel. Trifft das Licht jedoch auf die Kante eines Lunkers, wird es in Richtung Kamera gestreut. Der Lunker erscheint als Oberflächenvertiefung hell auf schwarzem Grund. Damit werden gerade die typischen Erscheinungsbilder offener Lunker hervorragend detektierbar: scharfkantige Schrumpfungslunker und klar abgegrenzte Gaslunker an Dichtflächen.
Shape-from-Shading: Tiefe statt Täuschung
Dunkelfeld zeigt, dass an einer Stelle etwas ist. Shape-from-Shading zeigt, was genau. Bei diesem Verfahren – wird das Prüfobjekt nacheinander aus mehreren präzise definierten Richtungen beleuchtet und aus jeder Beleuchtungssituation ein Bild aufgenommen. Ein Algorithmus nutzt die variierenden Schattenverläufe und Helligkeitswerte, um pro Pixel die Oberflächennormalen zu bestimmen und daraus ein feines dreidimensionales Höhenrelief der Oberfläche abzuleiten. Das Verfahren ist dabei besonders stark bei lokalen Strukturen wie Kanten, Kratern und angeschnittenen Lunkern; für die absolute globale Form kommen bei Bedarf ergänzend direkt höhenmessende Verfahren wie Streifenlichtprojektion oder Deflektometrie zum Einsatz.
Für die optische Lunkerkontrolle ist das entscheidend: Ein Fleck auf der Oberfläche kann ein Lunker oder eine harmlose Verfärbung sein. Shape-from-Shading liefert die reale Tiefeninformation und damit das Kriterium, mit dem zwischen tatsächlichem Hohlraum und rein optischem Merkmal unterschieden wird. Kritische Defekte werden anhand ihrer realen Tiefe zweifelsfrei identifiziert, harmlose Oberflächenmerkmale als unkritisch eingestuft.
Dombeleuchtung: Begleiterscheinungen erkennen
Rund um Lunker entstehen oft Verfärbungen, Oxidationsspuren oder Schmierstellen, die auf den Gieß- oder Sinterprozess zurückgehen. Diffuse Dombeleuchtung eliminiert gerichtete Reflexionen und macht solche Begleiterscheinungen deutlich sichtbar. Das erweitert die Diagnose: Nicht nur der Lunker selbst, sondern auch sein Entstehungskontext und damit wertvolle Informationen für die Ursachenanalyse und die Prozessoptimierung können dokumentiert werden.
Echte Lunker vs. materialtypische Porosität
Gerade bei Sinterbauteilen, Druckguss oder pulvermetallurgischen Teilen ist eine gewisse Restporosität werkstoffbedingt und innerhalb festgelegter Grenzen zulässig oder sogar erwünscht. Eine optische Lunkererkennung, die jede dunkle Stelle als Fehler meldet, würde die Linie mit Pseudoausschuss fluten. Die Kunst liegt darin, echte kritische Lunker zuverlässig von akzeptabler Porosität zu trennen.
NELA löst das über eine Kombination aus räumlicher Analyse, parametrisierbaren Schwellwerten und adaptiven Algorithmen in der VisionCheck-Software. Die Auswertung prüft Parameter wie Einzelgröße, Häufigkeitsverteilung, Cluster-Bildung und Lage relativ zur Funktionsfläche. Auf dieser Basis wird entschieden, ob eine Fehlstelle bauteilkritisch ist oder nicht.
Schon gewusst? Bei Sinterteilen liegt die typische Restporosität bei strukturellen Bauteilen (Zahnräder, Nocken, Flansche) bei 1–8 % Volumenanteil, was einer relativen Dichte von 92–99 % entspricht; selbstschmierende Gleitlager weisen bauartbedingt 10–25 % offene Porosität auf. Die einzelnen Poren liegen bei strukturellen Sinterteilen typischerweise im Bereich von wenigen bis einigen zehn Mikrometern und sind gleichmäßig im Gefüge verteilt. Kritische Lunker hingegen treten meist als einzelne oder wenige Hohlräume mit deutlich größerer Abmessung auf und häufen sich an funktional sensiblen Stellen wie Lagersitzen oder Dichtkanten. Eine gute Bildverarbeitung nutzt genau diese Unterschiede: nicht einzelne dunkle Pixel, sondern ihre räumliche Organisation entscheidet über Gut oder Schlecht.
Wenn die Optik nicht reicht: Resonanzprüfung als Partner
Das Beste aus zwei Welten.
Optische Prüfung hat eine physikalische Grenze: Sie sieht, was an der Oberfläche sichtbar ist. Tief im Bauteilinneren liegende Lunker, die sich nicht durch Nachbearbeitung öffnen, bleiben auch mit optimaler Beleuchtung unsichtbar. Für Anwendungen, in denen sowohl offene als auch vollständig innenliegende Hohlräume geprüft werden müssen, kombiniert NELA die optische Prüfung mit der Resonanzprüfung (Klangprüfung).
Die Resonanzprüfung nutzt das Eigenschwingungsverhalten des Bauteils. Jedes Teil hat ein charakteristisches Frequenzspektrum, das von Geometrie, Material und innerer Struktur abhängt. Weicht dieses Spektrum vom Referenzspektrum eines einwandfreien Teils ab, ist das ein zuverlässiger Indikator für innere Defekte. Die Nachweisgrenze hängt dabei von Größe, Lage und Orientierung des Defekts ab: Risse quer zur Schwingungsausbreitung sind am besten detektierbar. Sehr feine Risse oder Einzelporen weit unterhalb der Wellenlänge bleiben unter Umständen unsichtbar und müssen durch eine vorgelagerte Machbarkeitsstudie abgegrenzt werden.
Der Vorteil der Integration: Das Bauteil durchläuft optische Prüfstation und Resonanzprüfung in einem einzigen Takt. Kein Umrüsten, keine separate Linie, kein zusätzlicher Handhabungsschritt. Während die optische Prüfung offene Lunker an den Funktionsflächen detektiert, erweitert die Resonanzprüfung das Prüfspektrum um verborgene innere Defekte. Beide Ergebnisse fließen in der NELA VisionCheck-Software zusammen und werden gemeinsam für die Gut-/Schlecht-Entscheidung ausgewertet.
Automatische Lunkererkennung in der Produktion mit NELA
Bis zu 100.000 Teile pro Stunde. Null Kompromisse.
NELA-Systeme sind für die Serienproduktion gebaut. Auf unseren Glastellersystemen werden Stirn-, Mantel- und Innenflächen von Bauteilen in einem Durchlauf geprüft: vollautomatisch, inline, im Takt. Für längliche oder zylindrische Bauteile stehen bandbasierte Prüfsysteme zur Verfügung, für besonders anspruchsvolle Geometrien individuelle Sonderlösungen.
Die Lunkerinspektion erfolgt über die NELA-Sensoren TOPside und BOTTOMside (Stirnflächen), OUTside (Mantelfläche außen) und INside (Bohrungen und Innenflächen), jeweils mit mehreren parametrisierbaren Beleuchtungsebenen. So werden auch Lunker in Innenkonturen, an Gewindeflanken oder an den Rändern von Durchgangsbohrungen erfasst.
Typische erkannte Fehler bei der Lunkerprüfung:
- Schrumpfungslunker an Stirn- und Dichtflächen von Guss- und Sinterbauteilen
- Gasporen und Gaslunker an spanend nachbearbeiteten Flächen
- Mikrolunker-Cluster, die über Häufigkeitsverteilungen bewertet werden
- Oberflächenlunker in Gewinden, Bohrungen und an Kanten
- Offene Hohlräume in Schweißnähten und Fügebereichen
- Begleiterscheinungen wie Verfärbungen, Oxidation sowie (bei Gusseisen) gefügebedingte Graphitausscheidungen, die optisch mit Lunkern verwechselt werden können
Anwendungen:
- Sinterbauteile (Nocken, Zahnräder, Buchsen, Flansche, Gleitlager, gesinterte Magnete)
- Gussbauteile (Aluminium-Druckguss, Eisenguss, Stahlguss)
- Sicherheitsrelevante Automobilkomponenten (Bremsen, Lenkung, Fahrwerk)
- Hydraulik- und Pneumatik-Bauteile, Ventilkörper, Gehäuse
- Medizintechnik-Komponenten mit hohen Reinheits- und Sicherheitsanforderungen
- Verbindungselemente und Umformteile mit kritischen Funktionsflächen
Die prüfbaren Teilegrößen reichen von 1 mm bis ca. 120 mm Außendurchmesser, die Wiederholgenauigkeit liegt ab ± 1 µm. Für Sinterbauteile kommen auf Wunsch besonders schonende Handhabungskonzepte zum Einsatz, damit die Teile auch bei hohen Stückzahlen prozesssicher und ohne Beschädigung durch die Anlage laufen.

Die Software dahinter: NELA VisionCheck
Jede Prüfentscheidung wird automatisch protokolliert: mit Bild, Messwerten, Fehlerklasse, Zeitstempel und Maschinen-ID. VisionCheck erlaubt den Aufbau individueller Prüfprogramme und reduziert Pseudoausschuss durch adaptive Oberflächenalgorithmen. So entsteht eine lückenlose Qualitätsdokumentation, die Audits standhält und die Rückverfolgbarkeit in der Lieferkette sicherstellt.
Auf Wunsch wird NELA VisionCheck durch ein leistungsstarkes KI-Modul ergänzt, welches Ihre Prüfung noch effizienter und flexibler macht.
