
Optische Rissprüfung
Wer rissige Teile ausliefert, riskiert nicht nur Reklamationen, sondern auch Produkthaftung, Rückrufaktionen und Reputationsschäden, die weit teurer sind als jede Prüfanlage.
Risse gehören zu den kritischsten Fehlerbildern in sicherheitsrelevanten Bauteilen und sind oft schwer zu entdecken: Haarrisse in Bremsscheiben, Gefügerisse in Lenkungsbauteilen oder Anrisse an Druckbehältern. Werden solche Defekte zu spät erkannt, kann das schwerwiegende Folgen haben: technisch, wirtschaftlich und sicherheitsrelevant.
Die automatische optische Rissprüfung von NELA erfasst 100 % Ihrer Bauteile und erkennt selbst kleinste Auffälligkeiten frühzeitig. Die Prüfung erfolgt schnell, objektiv und mit dokumentierten Ergebnissen. So schaffen Sie eine verlässliche Prüfbasis, reduzieren das Risiko von Ausfällen und sichern die Qualität Ihrer Produktion nachhaltig ab.
Warum Risse so gefährlich sind
Risse entstehen nicht zwangsläufig durch grobe Fehler. Sie sind oft das Ergebnis ganz normaler Fertigungsprozesse: Umformen, Fügen, Drehen, Fräsen, Härten, Schleifen. All diese Fertigungsverfahren erzeugen lokale Eigenspannungen im Gefüge. Kühlt ein Bauteil ungleichmäßig ab, entsteht Verzug. Wirken Wechsellasten auf ein Material mit Gefügeinhomogenität, wächst ein zunächst unsichtbarer Riss still heran.
Das Tückische: Viele Risse sind im Neuzustand funktional unkritisch. Erst unter Betriebslast, Temperaturwechsel oder Korrosion entwickeln sie sich bis zum plötzlichen Versagen weiter. In sicherheitsrelevanten Bauteilen wie Verbindungsteilen, Achsen, Lenkungs- oder Bremsteilen kann das fatale Folgen haben.
Für Techniker:
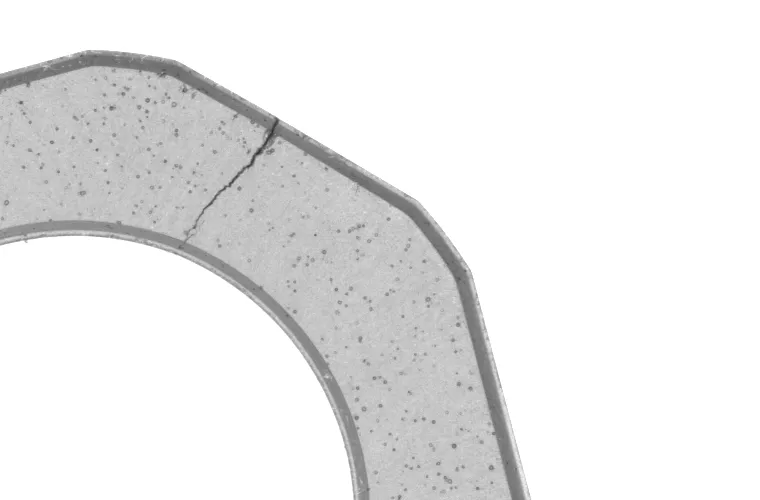
Besonders heimtückisch sind interkristalline Risse, die durch das Korn verlaufen. Sie können durch Wärmebehandlung, ungeeignete Kühlmittel oder falsche Schnittgeschwindigkeiten entstehen. Im Lichtmikroskop sind solche Gefügefehler oft erst bei 50–200-facher Vergrößerung sichtbar und damit sehr herausfordernd in der Serienprüfung mit klassischen Methoden.
Die klassischen Verfahren zur Rissprüfung und ihre Grenzen
Farbeindringprüfung, Wirbelstrom, Magnetpulver: Bewährt, aber nicht skalierbar.
Es gibt gute Gründe, warum diese Verfahren in der Praxis verbreitet sind. Aber es gibt ebenso gute Gründe, warum sie in der Serienproduktion an ihre Grenzen stoßen. Alle drei Methoden sind für Stichprobenprüfung oder manuelle Kontrolle ausgelegt. In einer Linie mit 50.000 bis 100.000 Teilen pro Schicht? Ungeeignet. Zu langsam, zu subjektiv, zu teuer in der Prozessintegration.
Farbeindringprüfung (PT – Penetrant Testing)
Das Prinzip ist simpel und effektiv: Ein roter Farbstoff (Penetriermittel) dringt per Kapillarwirkung in offene Risse ein. Nach Zwischenreinigung und Auftragen eines weißen Entwicklers werden Fehlstellen durch den Farbkontrast sichtbar. Wegen dieser Einfärbung wird das Verfahren auch „Rot-Weiß-Prüfung" genannt.
Nachteile in der Serienproduktion:
- Mehrstufiger Prozess (Vorreinigung → Penetriermittel → Wartezeit → Zwischenreinigung → Entwickler → Auswertung), kaum zu takten
- Subjektive Auswertung: Zwei Prüfer, zwei Urteile
- Chemikalieneinsatz und Entsorgungspflicht
- Nur für offene Oberflächenrisse geeignet, innenliegende Fehler werden nicht erfasst
- Keine automatische Dokumentation
Schon gewusst? Die Nachweisempfindlichkeit der Farbeindringprüfung hängt stark von der Viskosität des Penetriermittels, der Einwirkzeit und der Oberflächenrauheit ab. Bei Ra > 6,3 µm wird die Methode schnell unzuverlässig, da das Penetriermittel in der Rauheit selbst „hängen bleibt" und Pseudoanzeigen erzeugt.
Magnetpulverprüfung (MT – Magnetic Testing)
Ferromagnetische Bauteile werden zunächst magnetisiert, sodass magnetische Feldlinien durch das Material verlaufen. Befindet sich im Bauteil ein Riss, können die Feldlinien an dieser Stelle nicht mehr ungestört im Material weiterlaufen und treten an der Oberfläche aus. Dadurch entsteht ein sogenanntes Streufeld. In diesem Streufeld sammelt sich aufgestreutes Magnetpulver, wodurch der Riss sichtbar wird. Besonders deutlich wird dies bei der Verwendung von fluoreszierendem Prüfmittel, das unter UV-Licht leuchtet und selbst feine Risse gut erkennbar macht.
Nachteile:
- Ausschließlich für ferromagnetische Werkstoffe (kein Aluminium, kein Edelstahl, keine Keramik)
- Bauteil muss nach der Prüfung entmagnetisiert werden
- UV-Lichtquelle und Dunkelkabine nötig
- Schlechte Automatisierbarkeit bei komplexen Geometrien
- Ebenfalls subjektiv und nicht inline-fähig
Wirbelstromprüfung (ECT – Eddy Current Testing)
Ein Wechselfeld erzeugt in elektrisch leitfähigen Bauteilen sogenannte Wirbelströme. Fließt der Strom ungestört, ist der elektrische Widerstand gleichmäßig. Befinden sich jedoch Oberflächenrisse im Material, wird der Stromfluss an diesen Stellen gestört. Dadurch ändert sich die Impedanz, also der Wechselstromwiderstand, und diese Änderung kann gemessen werden. Das Verfahren arbeitet sehr präzise und schnell und eignet sich besonders gut für rotationssymmetrische Bauteile, da es sich sehr gut automatisieren lässt.
Grenzen der Methode:
- Funktioniert nur bei elektrisch leitfähigen Materialien
- Eindringtiefe begrenzt: Im kHz-Bereich oft nur wenige Millimeter wodurch oberflächennahe Fehler zwar gefunden werden, tieferliegende Risse jedoch unentdeckt bleiben können
- Bei komplexen Geometrien: Liftoff-Effekte durch schwankenden Abstand zwischen Sensor und Bauteil können das Signal verfälschen
- Eingeschränkte Aussagekraft bei Materialinhomogenitäten (Poren, Einschlüsse)
Schon gewusst? Bei der Wirbelstromprüfung bestimmt die Frequenz, wie tief die Wirbelströme in das Bauteil eindringen: Hohe Frequenzen für oberflächennahe Fehler, niedrige Frequenzen für tieferliegende Fehler, jedoch mit geringerer Empfindlichkeit für kleine Risse.
Unser Ansatz: Optik als Leitverfahren
Risse sehen, wie sie wirklich sind.
-
 1
1Die automatische optische Rissprüfung von NELA erkennt Risse, indem sie kleinste Unregelmäßigkeiten auf der Bauteiloberfläche mit entsprechender Beleuchtungs- und Kamerasensortechnik sichtbar macht und auswertet. Risse, Poren oder Anrisse verändern das Reflexionsverhalten des Lichts – genau diese Abweichungen werden von Kamera und Software sicher erkannt.
-
 2
2Dazu arbeiten Beleuchtung, Kamera und Auswertesoftware als abgestimmtes System zusammen. So wird jeder Bereich der Oberfläche in kürzester Zeit geprüft und automatisch bewertet. Die Prüfung erfolgt berührungslos, ohne Chemikalien und ohne zusätzliche Prozessschritte wie Reinigen oder Entmagnetisieren. Gleichzeitig entfällt die subjektive Beurteilung durch den Menschen.
-
 3
3Das Ergebnis ist eine zuverlässige Rissprüfung mit klaren, reproduzierbaren Ergebnissen: 100 % der Teile werden geprüft, Auffälligkeiten werden sicher erkannt und die Prüfergebnisse werden dokumentiert. Das schafft Sicherheit in der Qualitätssicherung und eine verlässliche Grundlage für Nachweise, Audits und Reklamationsfälle.
Die Physik hinter der Rissprüfung: Warum Beleuchtung alles ist
Ein Riss an sich erzeugt kein Signal. Was ihn sichtbar macht, ist das richtige Licht, zur richtigen Zeit, aus dem richtigen Winkel.
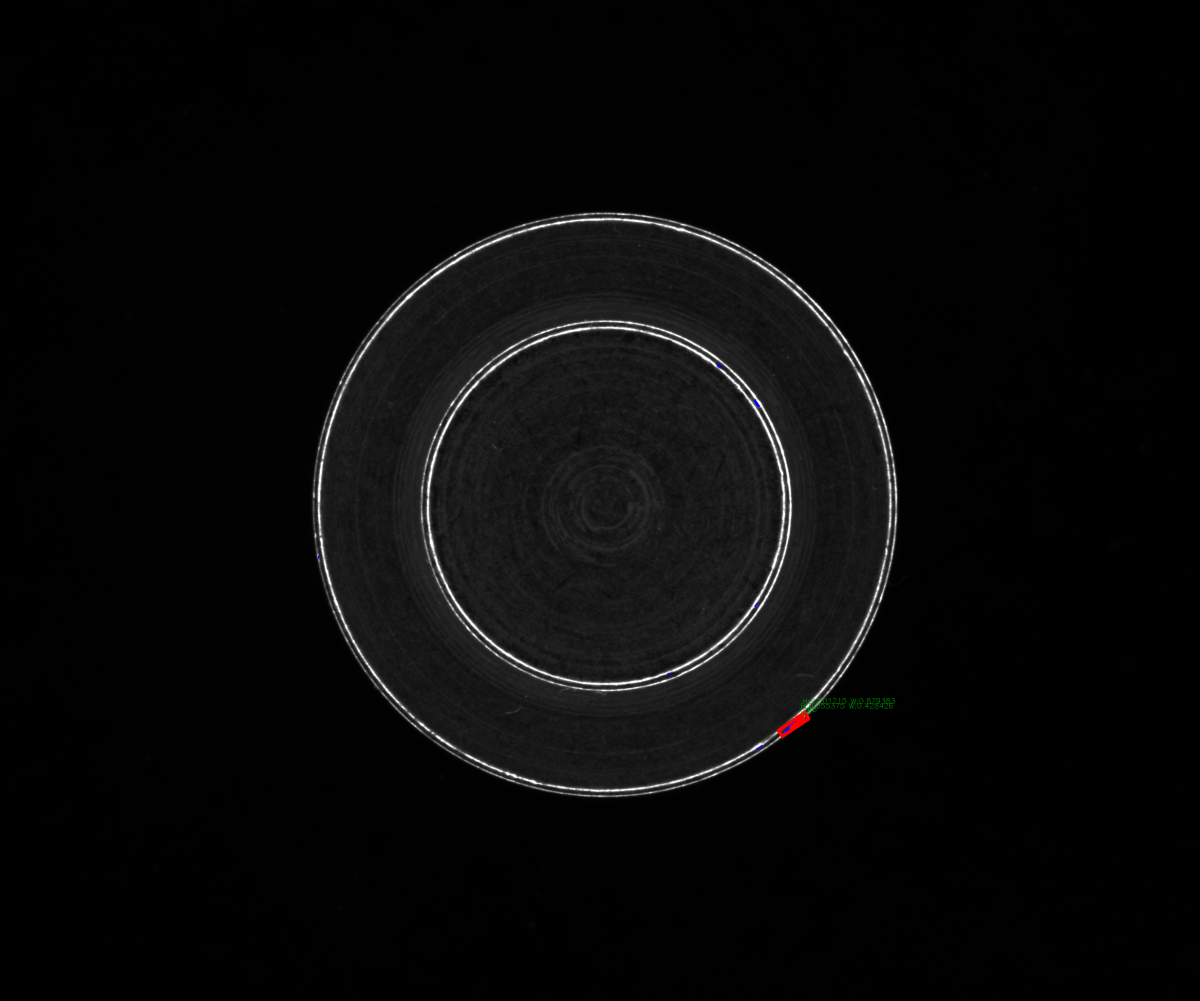
Dunkelfeldbeleuchtung
Bei der Dunkelfeldbeleuchtung trifft Licht extrem flach (streifend) auf die Oberfläche. Nach dem Prinzip Einfallswinkel = Ausfallswinkel reflektiert eine glatte Fläche das Licht vollständig weg von der Kamera. Das Bild bleibt dunkel. Sobald aber eine Vertiefung, ein Kratzer oder ein Riss sich im so angeleuchteten Bereich befindet, wird Licht in Richtung Kamera gestreut. Der Fehler erscheint hell auf schwarzem Grund.
Resultat: Risse, Riefen und Schlagstellen werden hochkontrastreich sichtbar, selbst wenn sie nur wenige Mikrometer tief sind.
Schon gewusst? Der Beleuchtungswinkel bei Dunkelfeld liegt typischerweise bei 5–15° zur Oberfläche. Bei Rissen mit einer Breite unter 10 µm und Tiefe unter 5 µm ist der erzielbare Kontrast stark von der Kohärenzlänge der Lichtquelle abhängig. Nela kombiniert Hochleistungs-LEDs mit definierten Abstrahlwinkeln, um reproduzierbare Beleuchtungsverhältnisse auch bei spiegelnden Metalloberflächen zu gewährleisten.
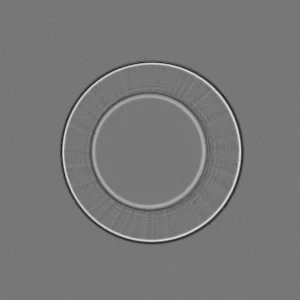
Shape-from-Shading
Ergänzend zu klassischen Verfahren setzen wir auf Shape-from-Shading (SFS). Bei dieser Methode wird das Prüfobjekt nacheinander aus verschiedenen, präzise definierten Richtungen beleuchtet und aufgenommen. Anstatt die Oberfläche mechanisch abzutasten, nutzt ein Algorithmus die variierenden Schattenwürfe und Helligkeitswerte der Einzelbilder, um daraus rechnerisch ein hochgenaues dreidimensionales Höhenprofil zu rekonstruieren.
Fokus auf die Topografie: Reine Struktur statt optischer Irritation
Die Besonderheit der SFS-Prüfung liegt in der konsequenten Trennung von Farbinformation und Oberflächenstruktur. Während herkömmliche Kamerasysteme oft durch wechselnde Farben, Aufdrucke oder komplexe Muster irritiert werden, bietet SFS eine klare Differenzierung:
- Unterdrückung von Schattierungen: Farbigkeiten oder rein optische Merkmale werden effektiv ausgeblendet. Das System lässt die visuelle Erscheinung des Materials „verschwinden“.
- Reine Topografie: Das Ergebnis der Analyse ist die physikalische Struktur der Oberfläche. Selbst bei kontrastreichen Mustern werden Vertiefungen, Kratzer oder Erhebungen sauber extrahiert.
Durch diese räumliche Analyse kann die Software zuverlässig zwischen rein optischen Merkmalen und tatsächlichen geometrischen Abweichungen unterscheiden. Kritische Defekte wie Risse oder Lunker werden anhand ihrer realen Tiefe zweifelsfrei identifiziert. Harmlose Oberflächenmerkmale oder materialtypische Poren, die in einem 2D-Bild oft wie Fehler aussehen, werden korrekt als unkritisch eingestuft.
Das Ergebnis: eine drastisch reduzierte Fehlerrate und höchste Prozessstabilität in Ihrer Qualitätssicherung selbst bei Bauteilen, deren optische Eigenschaften eine herkömmliche Prüfung erschweren würden.
Dombeleuchtung
Für Rost, Anlauffarben oder Korrosionsspuren rund um Risse ist diffuses Licht aus einer Dombeleuchtung ideal. Es eliminiert gerichtete Reflexionen und zeigt Materialveränderungen, die unter Dunkelfeld unsichtbar blieben.
Risse entstehen selten allein. Oft gibt es Begleiterscheinungen wie Verfärbungen durch Wärmeeinwirkung oder Korrosion in der Risskante. Mit unseren Prüfverfahren erkennen wir beides.
Wenn die Optik zur Rissprüfung nicht reicht: Wirbelstrom als Partner
Das Beste aus zwei Welten.
Optische Prüfung hat eine physikalische Grenze: Sie sieht, was an der Oberfläche sichtbar ist. Knapp unter der Oberfläche oder in nicht einsehbaren Oberflächenbereichen liegende Fehler können selbst mit optimaler Beleuchtung unsichtbar bleiben. Für Fälle, in denen sowohl Oberflächenrisse als auch tieferliegende Risse geprüft werden müssen, kombinieren wir die optische Prüfung mit der Wirbelstromprüfung.
Was bleibt der Wirbelstromprüfung vorbehalten?
- Sehr feine, geschlossene Oberflächenrisse (< 5 µm Breite)
- Oberflächennahe Innenrisse (bis ca. 1–2 mm Tiefe, je nach Frequenz und Material)
- Anwendungen, bei denen Norm oder Kunde ECT explizit vorschreiben
Für alle anderen Anwendungen liefert die optische Prüfung allein die bessere Datenbasis: mehr Information, höhere Auflösung, vollständiges Bild der Oberfläche.
-
Der Vorteil der Integration: Das Prüfobjekt durchläuft die optische Prüfstation und die Wirbelstromprüfung in einem einzigen Takt. Kein Umrüsten. Keine separate Linie. Kein zusätzlicher Handhabungsschritt. Während die optische Prüfung sichtbare Risse erkennt, erweitert die Wirbelstromprüfung, je nach Bauteilführung, das Prüfspektrum um die Detektion tieferliegender Defekte. Die Prüfergebnisse beider Verfahren fließen zusammen in die NELA VisionCheck Software.
-
Schon gewusst? Bei der Integration von Wirbelstromsensoren in optische Inline-Systeme ist das Liftoff-Management entscheidend. NELA löst das durch bauteilspezifisch kalibrierte Sensorhalterungen mit definiertem Abstand. Die Messdaten aus ECT und Bildverarbeitung werden in VisionCheck fusioniert und gemeinsam für die Gut/Schlecht-Entscheidung ausgewertet.
Optische Rissprüfung mit NELA
Bis zu 100.000 Teile pro Stunde. Null Kompromisse.
NELA-Systeme sind für die Serienproduktion gebaut. Sie prüfen Stirnflächen, Seitenflächen und Mantelflächen in einem Durchlauf. Vollautomatisch. Inline. Im Takt.
Die Software dahinter: NELA VisionCheck. Jede Prüfentscheidung wird automatisch protokolliert: mit Bild, Zeitstempel, Fehlerklasse und Maschinen-ID. Das schafft lückenlose Qualitätsdokumentation, die Audits standhält und Rückverfolgbarkeit in der Lieferkette sicherstellt.
Typische erkannte Fehler bei der Rissprüfung:
- Haarrisse und Anrisse (auch feine Oberflächenrisse < 0,1 mm Breite)
- Schleifbrand und Bearbeitungsrisse durch thermische Überlastung
- Kaltformrisse in Stanz- und Umformteilen
- Lunker und offene Hohlräume (z. B. in Gussteilen)
- Trennlinienrisse und Formrisse an Sinterbauteilen
Anwendungen:
- Verbindungselemente (Schrauben, Bolzen, Buchsen)
- Automobil-Sicherheitsteile (Achsbauteile, Bremsen, Lenkung)
- Sinterteile und Gussbauteile
- Medizintechnik-Komponenten
- Druckbehälter und Ventilkörper
